Sowohl Einzel- als auch Doppelschnecken-Extruder sind Geräte, die auf dem Funktionsprinzip des Schneckenförderers beruhen. Sie pressen feste bis dickflüssige Materialien unter hohem Druck und in der Regel auch hoher Temperatur gleichmäßig aus einer formgebenden Öffnung, die als Mundstück, Düse oder Matrize bezeichnet wird. Das Verfahren an sich wird Extrusion genannt.
Grundlegender Extruder-Aufbau
Grundsätzlich besteht ein Extruder aus einer Schneckenwelle (auch einfach Schnecke genannt). Sie liegt in einem Schneckenzylinder, dessen Innendurchmesser (Nenndurchmesser) in etwa dem Außendurchmesser der Schnecke entspricht. Am vorderen Ende des Zylinders befindet sich eine Auslassöffnung, die sogenannte Düse. Am hinteren Ende des Schneckenzylinders ist die Schnecke gelagert. Hier befindet sich auch der Antrieb, der in der Regel aus einem Elektromotor und einer Getriebeeinheit besteht. Dieses wird als Extrudergetriebe bezeichnet und sorgt für die Rotation der Schneckenwelle.
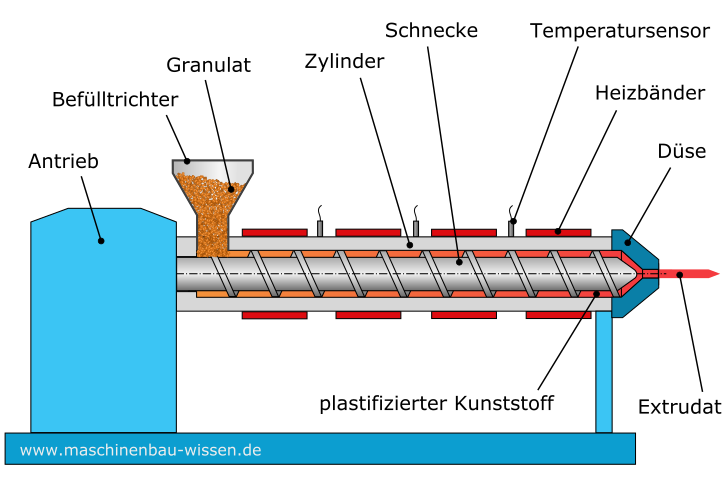
Aufbau eines Extruders
Material-Zuführung beim Extruder
In den meisten Fällen erfolgte die Zuführung der zu verarbeitenden Materialien in die Schnecke über einen Trichter, der sich oben am Schneckenzylinder befindet. Wichtig ist hierbei, dass die Dosierung der zugeführten Komponenten exakt und jederzeit reproduzierbar erfolgt. Je nachdem, wie der Regelmechanismus der Dosierung gestaltet ist, wird zwischen volumetrischen und gravimetrischen Dosierungen unterschieden. Werden weitere Komponenten für die Kunststoff-Herstellung benötigt (etwa Färbemittel bzw. Masterbatches, Alterungsschutzmittel, Weichmacher oder Verstärkungsfasern) lassen sich diese zum Beispiel über Nadelventile oder eine Seitenbeschickung in den Schneckenzylinder einbringen.
Zonen der Extruder-Schnecke
Die Schnecke ist in verschiedene Zonen unterteilt, von denen jeder bestimmte Aufgaben zukommen. So befindet sich im hinteren Teil des Schneckenzylinders die Einzugszone. Hier wird das Material, welches extrudiert werden soll, über einen Trichter eingespeist. Man spricht auch von "Fütterung". Hier wird der Kunststoff auch aufgeschmolzen (sofern es sich um einen Thermoplast handelt) und verdichtet. An die Einzugszone schließt die Kompressionszone an. Hier wird das Material durch die verringerte Gangtiefe der Schnecke das Material weiter verdichtet. Dadurch wird der Druck aufgebaut, der für den Austrag im Werkzeug erforderlich ist. Abschließend folgt die sogenannte Austragszone. Diese stellt einen homogenen Materialstrom hin zum Werkzeug (der Düse) sicher.
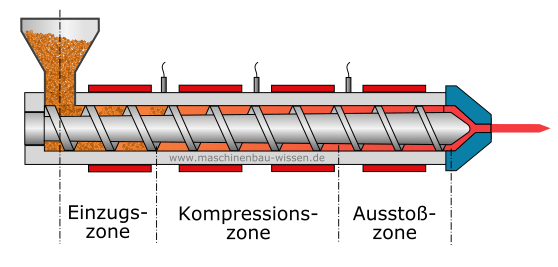
Zonen einer Extruder-Schnecke
Temperaturregelung im Extruder
Am Schneckenzylinder sind außen Heizbänder befestigt. Diese schmelzen das zugeführte Kunststoffpulver oder -granulat auf (plastifizieren es). Je nach Aufbau und Verfahren kann es notwendig werden, den Extruder nicht nur zu beheizen, sondern den darin enthaltenen, plastifizierten Kunststoff auch zu kühlen. Diese Kühlung erfolgt entweder über Kühlgebläse oder in Kühlkanäle, die in den Schneckenzylinder eingearbeitet sind. In diesen befindet sich ein Kühlmedium. Hierbei kann es sich zum Beispiel um unter Druck stehendes Wasser handeln.
Weitere wichtige Aspekte zum Extruder-Aufbau
Abhängig von dem zu verarbeitenden Kunststoff kann für den Extruder-Betrieb weitere Ausrüstung notwendig werden. So werden zum Beispiel Pumpen installiert, die Gase abpumpen, die sonst Blasen im Endprodukt hinterlassen würden. Ebenfalls ist das Material ausschlaggebend für die Form der Schneckenwelle. Die Steigung, die Zahl der Windungen sowie die Breite der einzelnen Schneckengänge können je nach zu bearbeitendem Kunststoff vollkommen verschieden sein. In den meisten Fällen sind dem Extruder in der Kunststoff-Herstellung weitere Maschinen (etwa eine Kalibrierung oder ein kühlendes Wasserbad) nachgeschaltet.
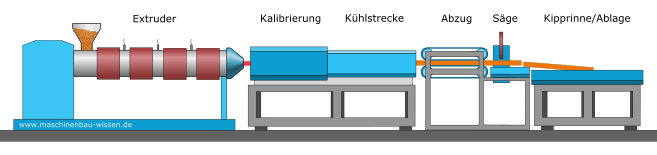
Aufbau einer kompletten Extrusion-Anlage
Mögliche Bauformen
- Planetwalzenextruder
- Kaskadenextruder
- Vielwellenextruder
- Einschneckenextruder
- gleichläufige oder gegenläufige Doppelschneckenextruder