
Verfahren - RTM
RTM bedeutet ausgeschrieben Resin Transfer Moulding – oft auch als Spritzpressen bezeichnet - und ist ein Verfahren zur Herstellung von faserverstärkten Bauteilen. Dabei werden Fasermatten in ein Werkzeug eingelegt und danach mit einem flüssigem Harz-Härter-Gemisch unter Druck umgossen. Das Harz reagiert unter Wärmezufuhr aus, wodurch ein fester Körper entsteht.
Faser
Beim RTM-Verfahren werden Glasfasern oder Kohlefasern verwendet. In den meisten Fällen werden mehrere Fasermatten passend geschnitten, paketiert und zusammengeheftet. Das so entstandene Halbzeug wird dann in einem speziellen Werkzeug vorgeformt. Man spricht nun von einem Preform (oder auch Formteil). Das Preform, welches aus mehreren trockenen Fasermatten besteht, wird nun in die untere Formhälfte des RTM-Werkzeugs eingelegt, um im weiteren Prozessverlauf mit Harz getränkt zu werden.
Die Stabilität des hergestellten Bauteils kann dabei durch eine gezielte Ausrichtung der Faserorientierung entscheidend beeinflusst werden. Hierfür werden die Fasermatten bei der Herstellung des Halbzeugs entsprechend geschnitten, gelegt und zusammengeheftet.
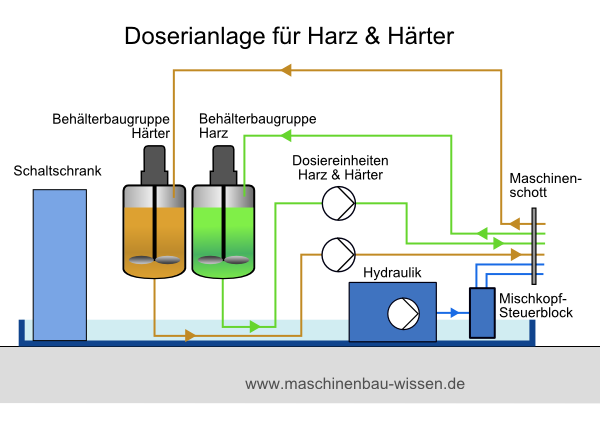
Aufbau einer RTM-Anlage

Harz-Matrix
Nachdem das Faser-Material in das Werkzeug eingelegt wurde, schließt die Presse das Werkzeug. Beim RTM-Verfahren werden Harz und Härter (beide in flüssigem Zustand) getrennt voneinander dosiert und in einem speziellen Mischkopf vermischt. Das so entstandene reaktive Harz-Härter-Gemisch wird daraufhin unter Druck in die Kavität des Werkzeugs injiziert, um die dort eingelegten Faser-Matten (bzw. die Preform) zu umgießen und die Fasern vollständig zu benetzen. Das Harz reagiert in der Kavität des Werkzeugs unter Temperatur und Druck zu einem duroplastischen Kunststoff aus.
Das Harz, welches die Fasern umschließt und in Form hält, wird auch als Matrix bezeichnet.
Darüber hinaus ist es möglich ein internes Trennmittel einzubringen, das entweder bereits in der Harzkomponente enthalten ist oder vor der Vermischung von Harz und Härter zudosiert wird. Durch den Einsatz von Trennmittel, kann das RTM-Bauteil leichter aus dem Werkzeug entformt werden.
Nachbearbeitung
In den meisten Fällen wird das ausgehärtete Bauteil nach dem Entformen nachbearbeitet. Die Nachbearbeitung besteht häufig aus einem Konturschnitt mittels fräsen, wasserstrahlschneiden oder stanzen. Danach können Reinigung, Oberflächenbehandlung und kleben folgen.
Vorteile des RTM-Verfahrens:
- Relativ kurze Zykluszeiten
- Weitgehend automatisierbare Prozesskette
- gefertigte Bauteile haben eine hochwertige, lackierfähige Oberfläche
- Bauteile mit hohem Faservolumengehalt realisierbar (auch über 50%)
- hohe Prozesssicherheit und Wiederholbarkeit
- Bauteile besitzen hohe Festigkeit