Als Vergüten bezeichnet man ein Verfahren zur Wärmebehandlung von Metallen, bei dem das Härten mit anschließendem Anlassen kombiniert wird. Im Regelfall ist das Ziel der Härtung, ein hartes Gefüge bestehend aus Martensit, Bainit oder einem Gemisch aus diesen beiden zu erzeugen. Dabei bewirkt das Vergütungsverfahren eine thermisch bedingte Gefügebildung bzw. Gefügeänderung des Werkstoffs.
Das Härten
Vergüten werden können nur härtbare Werkstoffe. Dazu gehören sowohl Metalle wie Stahl, als auch Nichteisenmetallen wie zum Beispiel Titanlegierungen. Dabei hängt die Härtbarkeit eines Materials davon ab, ob es Martensit- oder Bainitgefüge bilden kann. Darüber hinaus beeinflusst auch die Korngröße des Gefüges die temperaturabhängigen Umwandlungsvorgänge und damit die Vergütbarkeit des Materials.
Für klassische Vergütung von Stahl muss das Material einen Kohlenstoffgehalt 0,2 bis 0,3 % aufweisen. In der Qualität von sogenanntem Vergütungsstahl für den Maschinenbau hat der Stahl üblicherweise einen Kohlenstoffgehalt von 0,35 bis 0,6 %. Stähle mit anderen Eigenschaften eignen sich eher für das sogenannte Randschichthärten, da sie schlechter durchhärten. Dabei kann die Dicke der Randschicht durch die richtige Auswahl der Legierungselemente eingestellt werden.
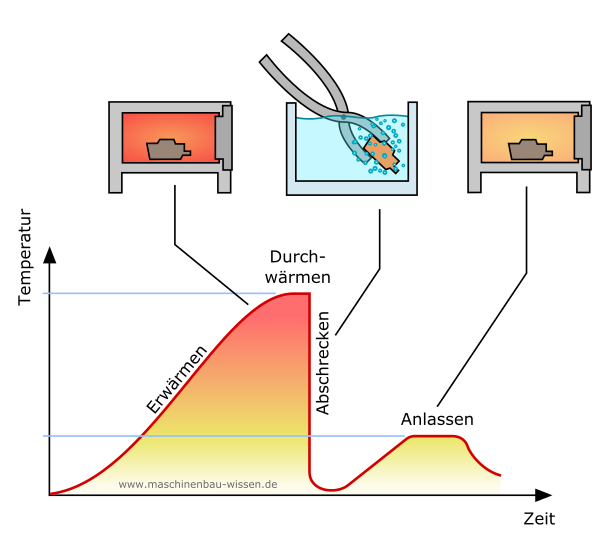
Verfahren Vergüten – Härten, Abschrecken & Anlassen
Zum Härten eines Werkstücks man dieses schnell mit > 4 K/min über die Austenitisierungstemperatur hinweg aufheizen. Zu schnelles Erhitzen ist zu vermeiden, um Verzug und Rissbildung zu verhindern.
Das Abschrecken
Unter dem Abschrecken, versteht man die schnelle Abkühlung eines erhitzten Werkstücks durch Einsatz eines Abschreckungsmittels. Dabei sind Wasser, Öl oder Luft als Abschreckungsmittel am gebräuchlichsten. Das Abschreckungsmittel beeinflusst die Abschreckgeschwindigkeit vK und damit auch das im Material entstehende Gefüge. Die maximale mit Mineralölen als Abschreckungsmittel erreichbare Abschreckgeschwindigkeit vK liegt in einem Temperaturbereich von 150-200°C/s. Setzen Sie Wasser als Abschreckungsmittel ein, erreichen Sie eine dreimal so hohe Abschreckgeschwindigkeit als mit Mineralöl.
Das Abschrecken sollte bei untereutektoiden Stählen in einem Temperaturbereich von 30 bis 50 °C über der im Eisen-Kohlenstoff Diagramm definierten Temperatur AC3 stattfinden. Handelt es sich um übereutektoide Stähle sollte das Material vor dem Abschrecken eine Temperatur knapp über AC1 der im Eisen-Kohlenstoff Diagramm definierten Temperatur erreicht haben.
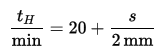
Die Haltezeit tH hängt von der Dicke s des Werkstücks ab. Nach folgender Faustformel können Sie die Haltezeit tH schätzen.
Dabei liegt der Kohlenstoff im Austenit gelöst vor. Um die Carbide vollständig zu lösen, benötigen Sie eine erhöhte Austenitisierungstemperatur. Da sich dadurch jedoch Martensit bildet, versprödet das Material entsprechend, weshalb unter diesen Bedingungen eine erhöhte Austenitisierungstemperatur nicht empfehlenswert ist. Unterschreiten Sie jedoch die Austenitisierungstemperatur, besteht die Möglichkeit, dass im harten Martensitgefüge zu weiche Ferritkeime entstehen. Dieses Phänomen wird auch als Weichfleckigkeit bezeichnet, welche die Bearbeitung des Werkstoffs erschwert und auch die Standzeit der eingesetzten Werkzeuge verringert.
Das Anlassen
Zum vollständigen Vergüten sollten Sie am besten sofort nach dem Abschrecken eine Anlassstufe bei ca. 150 °C folgen lassen. Dieses Verfahren verwandelt das während des Härtungsprozesses entstandene und spröde Tetragonalmartensit bzw. Nadelmartensit in kubisches Martensitgefüge. Gleichzeitig scheidet der Werkstoff feine Carbide aus. Darüber hinaus erschwert die Ausscheidung noch feinerer Carbide zum Beispiel das Abgleiten von Versetzungen, die durch hohe Belastungen entstehen. So erschweren Sie die Rissbildung und Rissfortsetzung sowie gleichzeitig die Zähigkeit und Härte zum Sekundärhärtemaximum erhöht.
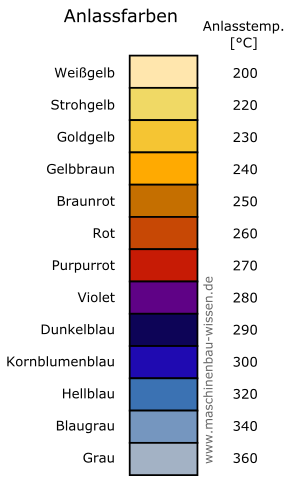
Farben der Anlassstufen von Stahl
Nach der Umwandlung in Martensitgefüge verringert sich das Volumen des Werkstoffs, was für eine Entspannung des Korngitters sorgt und die so genannte Glashärte des Materials beseitigt. Behandeln Sie das Material in weiteren Anlassstufen mit höheren Temperaturen im Bereich von 200 bis 350 °C, setzt sich dieser Vorgang fort. Darüber hinaus zersetzen Diffusionsvorgänge gleichzeitig noch vorhandenen Restaustenit und wandeln diesen in Martensit um. Diese Prozessschritte bewirken eine weitere Härtesteigerung des Werkstoffs.
Sind die Stähle hoch legiert, wandelt sich Eisencarbid in einer zusätzlichen Anlassstufe mit Temperaturen von mehr als 500 °C in härtere und stabilere Sondercarbide um. Diese Sondercarbide bestehen aus Carbid bildenden Legierungselementen wie Cr, Mo, V und W.
Eine Übersicht über die Änderungen der durch das Vergüten entstehenden Werkstoffeigenschaften können Sie einem Werkstoff spezifischen Vergütungsdiagramm entnehmen.