


Grundsätzlich ist der Werkzeugaufbau bei allen Spritzgießwerkzeugen sehr ähnlich. Jedes Spritzgießwerkzeug besteht stets aus zwei Hälften, nämlich der sogenannten Düsenseite und der ihr gegenüber liegenden Auswerferseite. In diesen beiden Hälften befinden sich die einzelnen Bestandteile des Werkzeugs, nämlich die Auswerferelemente, die Angusssysteme, die Kerne sowie die Kavitäteneinsätze und die Kühlung (bzw. Temperierung).
Alle Spritzgießwerkzeuge bestehen aus drei Grundmodulen und deren jeweiligen Untergruppierungen. Unter diesen versteht man die Temperierung, die Angusstechnik sowie die Entformungsarten. Ein viertes mögliches Kriterium ist die Auswahl der Sonderbauart
Formung von Spritzgussteilen mit zwei Werkzeughälften
Die zwei Hälften, aus denen ein einfaches Spritzgießwerkzeug besteht, sind in der Regel wiederum aus mehreren Platten aufgebaut. Die Düsenseite ist immer die statische Hälfte bei einem Spritzgießwerkzeug, das heißt, sie bewegt sich während der Produktion von Spritzgussteilen nicht. Meist sind in diese düsenseitige Werkzeugplatte die sogenannten Formnester eingearbeitet, die auch als Formeinsätze oder Halbschalen der Kavitäten bezeichnet werden.
Schnittbild durch eine Spritzgießmaschine mit Werkzeug
Auch die Bauteile, die zum Angusssystem gehören, liegen ebenfalls auf der Düsenseite. Zu ihnen gehört die Angussbuchse, die in der Regel mit einem Kaltkanal-Verteilersystem verbunden ist. Falls vorhanden, wird auch der Heißkanalverteiler mit seinen Heißkanaldüsen, wie er z.B. beim Kaskadenspritzguss verwendet wird, auf der Düsenseite untergebracht. Das gesamte Spritzgießwerkzeug wird mithilfe eines austauschbaren Zentrierrings an der Maschinenaufspannplatte befestigt. Durch diesen Zentrierring taucht während der Produktion die Düsenspitze in das Werkzeug ein. Dort wird sie gegen die Angussbuchse gepresst. Handelt es sich um ein Spritzgießwerkzeug mit höheren Werkzeugtemperaturen, so wird vor der Aufspannplatte zusätzlich eine Isolierplatte angebracht, die den Wärmeaustausch zur maschinenseitigen Aufspannplatte verhindert.
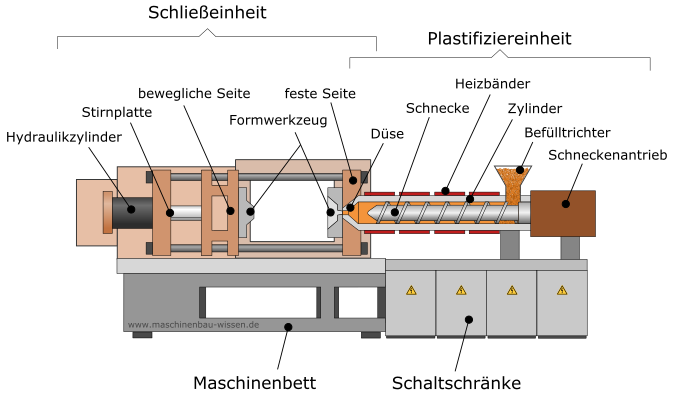
Schnitt durch ein Spritzgießwerkzeug (links: Auswerferseite | rechts: Düsenseite)
Entformung der Spritzgussteile auf der Auswerferseite
In der Auswerferseite befinden sich bei einem Spritzgießwerkzeug die Auswerferelemente sowie die formgebenden Kerne und Einsätze, die auch als Kavitäten bezeichnet werden. Wird das Werkzeug geöffnet, dann verleibt das Spritzteil in der Regel in der Auswerferseite. Je nach Schwierigkeit der Entformung (also des Auswerfens des Spritzteils aus dem Werkzeug) kommen unterschiedliche Auswurfeinrichtungen zum Einsatz. Es ist daher notwendig, bereits bei der Planung des Spritzteils festzulegen, welche Art der Entformung später im Produktionsprozess notwendig wird. Unter anderem stehen hier die folgenden Varianten zur Verfügung:
- Spritzgießteile ohne Hinterschneidung können abgestreift oder abgezogen sowie mit Auswerferstiften entformt werden.
- Bei Spritzgießteilen mit Hinterschneidung wird die Entformung mithilfe von Schiebern oder Backen vorgenommen.
- Haben Spritzgießteile ein Innen- oder Außengewinde, ist eine Zwangsentformung, eine Entformung mit Einfallkernen oder die Entformung mit drehenden Kernen möglich.
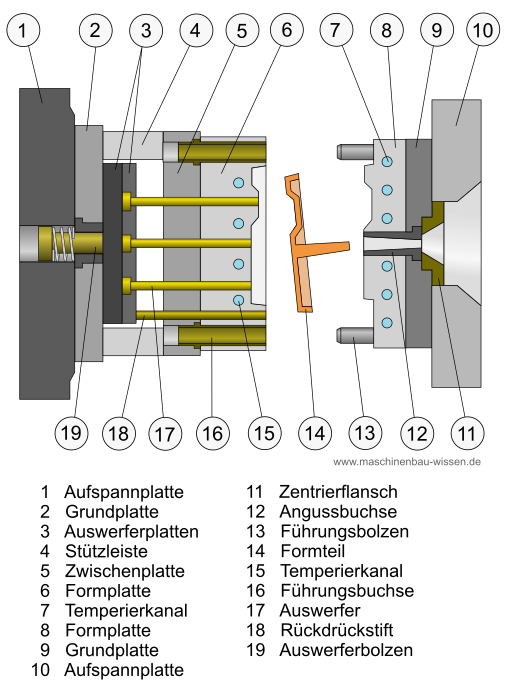
Entformung aus dem Werkzeug mit Auswerfern
Werkzeug Temperierung
Beide Formhälften haben beim Spritzgießwerkzeug ein separat regelbares Temperiersystem, das eine exakte Temperaturführung ermöglicht. Die Temperatur des Werkzeugs ist abhängig vom zu verarbeitenden Kunststoff.