Das Anwärmen, Durchwärmen sowie Abkühlen von Werkstücken und Halbzeugen zum Herstellen definierter Werkstoffeigenschaften wird in der Werkstoffkunde als Glühen bezeichnet. Als Teilgebiet der Wärmebehandlung gehört das Glühen nach dem Standard der DIN 8580 zu den Fertigungsverfahren, welche eine Änderung der Stoffeigenschaften bewirken.
Unterteilung des Glühvorgangs
Den Vorgang des Glühens können Sie mindestens in die drei Phasen Anwärmen, Halten und Abkühlen unterteilen.
Phase 1: Das Anwärmen
Das auch Hochwärmen oder Aufwärmen genannte Anwärmen ist die erste dieser drei Phasen und dient dazu, das Werkstück auf die Haltetemperatur zu bringen. In der Anwärmphase kann es wichtig sein, dass Sie spezifische Anwärmgeschwindigkeiten einhalten müssen.
Phase 2: Das Halten
Das Halten bezeichnet die Phase, in der das Werkstück konstant auf einer Haltetemperatur gehalten wird. Das Halten des Werkstücks bei konstanter Temperatur dient zum Ausgleich der Temperatur im Werkstück sowie der Einstellung des Gleichgewichts der physikalischen und chemischen Vorgänge, die sich im Werkstoff abspielen. Die Zeit, während der das Werkzeug bis zum Eintritt des Temperaturausgleichs und der Gleichgewichtsseinstellung gehalten wird, bezeichnet man als Haltezeit. Dabei hängt die bis dahin benötigte Dauer der Haltezeit auch von der Geometrie des Werkstücks sowie der Anordnung der Werkstücke in der Wärmebehandlungsanlage bzw. im Glühofen ab.
Phase 3: Abkühlen
Die dritte Phase des Glühvorgangs ist das Abkühlen. In der Abkühlphase bringen Sie das Werkstück wieder auf die Umgebungstemperatur. Analog zum Anwärmen kann es auch in der Abkühlphase erforderlich sein, das Abkühlen in einer bestimmten Geschwindigkeit durchzuführen.
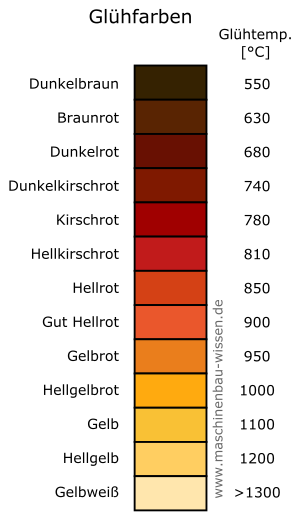
Glühfarben für das Glühen von Stahl
Komplexere Wärmebehandlungen
Handelt es sich um das Glühen von Werkstoffen, an die besonders hohe Qualitätsanforderungen gestellt werden, sollten Sie die drei oben beschriebenen Glühphasen in weitere Teilphasen aufteilen. So gibt es z.B. eine neunstufige Wärmebehandlung für die Nickel-Chrom-Eisen Legierung 2.4669 (Alloy X-750 NiCr15Fe7TiAL). Solche komplexere Wärmebehandlungen werden als Glühprogramm oder Glühvorschrift bezeichnet. Bei Gebrauch dieses Begriffs sollten Sie jedoch beachten, dass der Begriff Glühprogramm auch die zeitliche Abfolge mehrerer Glühungen von unterschiedlichen Werkstücken oder die Abfolge möglicher Glühungen für ein Produkt bzw. ein Produktsortiment bezeichnen kann.
Das Glühen von Stahlband
Im industriellen Maßstab werden zum Glühen von Stahlband die beiden Verfahren Haubenglühen und Kontiglühen angewandt.
Das Kontiglühen
Während der so genannten Kontiglühe wird das Stahlband abgewickelt und passiert in einem kontinuierlichen Prozess einen mehrere hundert Meter langen Glühofen. Dabei wird die Glühzeit wesentlich durch die Länge des Ofens begrenzt und liegt deshalb bei maximal zehn Minuten.
Das Haubenglühen
Unter dem so genannten Haubenglühen versteht man ein Glühverfahren für mehrere Coils, die in einem geschlossenen Ofen geglüht werden. Die Glühdauer während des Haubenglühens kann mehrere Tage betragen, allerdings sind die möglichen Geschwindigkeiten zum Aufheizen und Abkühlen begrenzt. Das Haubenglühen wird in einem Temperaturbereich zwischen 280 bis ca. 700 °C durchgeführt. Führt man das Haubenglühen jedoch bei Miteinwicklung von Draht durch, kann man die Temperatur beliebig höher wählen, wenn der Rand des Stahlbandes nach dem Glühen als Schrott gilt und abgeschnitten wird.
Die Unterteilung des Glühens nach Werkstoffeigenschaften
Das Glühen kann man auch nach den durch den jeweiligen Glühprozess angestrebten Werkstoffeigenschaften einteilen.
Das Weichglühen
Durch Weichglühen von Stahl reduziert man die Ausscheidung von Zementit bzw. Perlit, wodurch man gleichzeitig die Härte und Festigkeit des Stahls reduziert und dessen Verformbarkeit erleichtert. Typische Temperaturen zum Weichglühen liegen zwischen 680 °C und 780 °C.
Das Spannungsarmglühen
Das Spannungsarmglühen erfordert Temperaturen zwischen 480 °C und 680 °C. Durch diese Art des Glühens beseitigt man Eigenspannungen des Werkstücks, welche vorher durch Bearbeitung oder mechanische Verformung entstanden sind. Andere Eigenschaften des Stahls sollen beim Spannungsarmglühen jedoch möglichst unverändert bleiben.
Das Normalglühen oder Normalisieren
Durch Normalglühen oder Normalisieren von Stählen erreicht man, dass sich gleichmäßig über das Werkstück verteilt ein feinkörniges Gefüge von Kristalliten bildet. Weisen die Stähle einen höheren Kohlenstoffgehalt auf, liegt die Glühtemperatur beim Normalglühen knapp unter 800 °C. Haben die Stähle relativ geringen Kohlenstoffgehalt, sollte man das Normalglühen bei gesteigerten Temperaturen von bis zu 950 °C durchführen.
Das Grobkornglühen
Das Grobkornglühen dient dazu, die Größe der Kristallite zu erhöhen. Das bewirkt eine Herabsetzung der Zähigkeit und Festigkeit des Materials, das sich dann besser für bestimmte spanende Fertigungsverfahren eignet.
Das Rekristallisationsglühen
Als Rekristallisationsglühen bezeichnet man eine Glühmethode, mit der durch Kaltverformung veränderte Kristallitformen wieder in ihren ursprünglichen, vor dem Verformen vorhandenen Zustand gebracht werden können. Zum Rekristallisationsglühen heizt man das Werkstück auf Temperaturen auf, die knapp oberhalb der Rekristallationstemperatur liegen, gewöhnlich also in einem Temperaturbereich zwischen 550 °C und 700 °C.
Das Diffusionsglühen oder Lösungsglühen
Das Diffusionsglühen dauert bis zu 2 Tage. Es wird bei relativ hohen Temperaturen zwischen 1050 °C und 1300 °C durchgeführt und sorgt für die gleichmäßige Verteilung von Fremdatomen im Metallgitter. Dabei bestimmt man die Ausbildung der Phasen durch die Wahl Abkühlgeschwindigkeit und beeinflusst so die Eigenschaften des Stahls
Temperaturbereiche für Glühverfahren in Abhängigkeit vom Kohlenstoffgehalt
Das Abschrecken
Will man zum Beispiel unlegierten Stahl in einem Abschreckofen härten, erwärmt man das Werkstück zuerst auf Temperaturen zwischen 800 °C und 900 °C. Nach der Temperung wird der Stahl so schnell abgekühlt bzw. abgeschreckt, dass man auf diese Art und Weise einen Wechsel der Kohlenstoffatome auf günstige Gitterplätze verhindert. Als Ergebnis erhält man wegen der eintretenden Gitterdefekte und Gitterverspannungen ein sehr hartes und festes Metallgefüge, dss spröde und wenig verformbar ist.
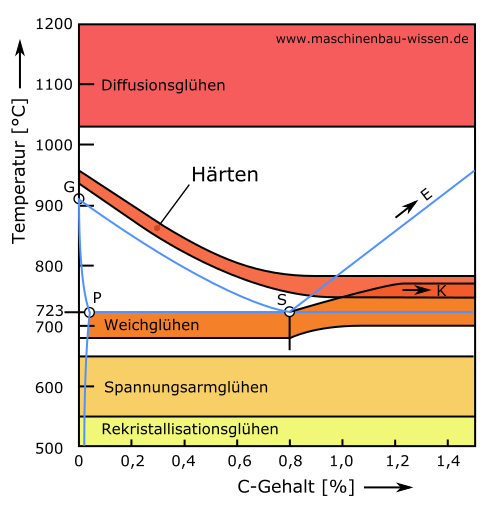
Bereich für Glühen in Abhängigkeit von Temperatur und Kohlenstoffgehalt
Das Anlassen
Martensitischer Stahl ist nach dem Abschrecken sehr hart, gleichzeitig jedoch sehr spröde. Dem kann man entgegenwirken, indem man das Werkstück erneut aufheizt. Dieses wiederholte Aufheizen bezeichnet man als Anlassen. Wenn das Abschrecken und Anlassen miteinander kombiniert wird, bezeichnet man diese Methode als Vergüten.
Das Wasserstoffarmglühen
Beim Wasserstoffarmglühen wird das Werkstück mehrere Stunden lang in einem Temperaturbereich von 200 °C bis 300 °C gehalten. Durch Effusion entweichen dann die im Gefüge eingelagerten und das Material versprödenden Wasserstoffatome.