


Unter Blasformen versteht man ein Produktionsverfahren, das der Herstellung von Hohlkörpern aus thermoplastischen Kunststoffen dient. Dieses Verfahren zählt zu den Spritzgieß-Sonderverfahren.
Bei diesem Herstellungsverfahren erfolgt die Formung eines zuvor extrudierten oder spritzgegossenen Vorformlings durch Innendruck an die Konturen des Blaswerkzeugs. Unter anderem können auf diese Weise Verpackungsartikel wie etwa Kanister, Flaschen oder Fässer rationell hergestellt werden sowie andere zahlreiche technische Teile. Zu Ihnen zählen zum Beispiel Kofferhalbschalen, aber auch Kraftstofftanks und Lüftungskanäle mit unterschiedlichsten Querschnitten. In Abhängigkeit von der Herstellung des Vorformlings unterscheidet man zwischen dem Extrusionsblasformen und dem Streckblasen.
Der Verfahrensablauf beim Blasformen
Beim Blasformen unterscheidet man die beiden Verfahren:
Voraussetzung für die Durchführung beider Arten des Blasformens ist ein sogenannter Vorformling (auch Preform). Dieser Vorformling wird je nach verwendetem Verfahren entweder kontinuierlich durch Extrusion hergestellt oder einzeln im Spritzgießverfahren. Für das Streckblasverfahren wird der Vorformling oft auch durch Extrusionsblasformen hergestellt.
Der Vorformling kommt dann in ein Formwerkzeug, in dem er mittels Druckluft expandiert wird. Bei dieser Expansion erhält das Werkstück in der Kavität seine endgültige Geometrie. Voraussetzung für das Aufblasen durch Druckluft ist, dass der Vorformling weich genug ist. Sichergestellt wird die entweder durch Erwärmen mit Heizelementen (z.B. Infrarotstrahler) oder durch die Verformung direkt im Anschluss an die Extrusion, nach welcher der Kunststoff noch eine ausreichende Verformbarkeit aufweist.
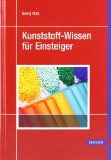
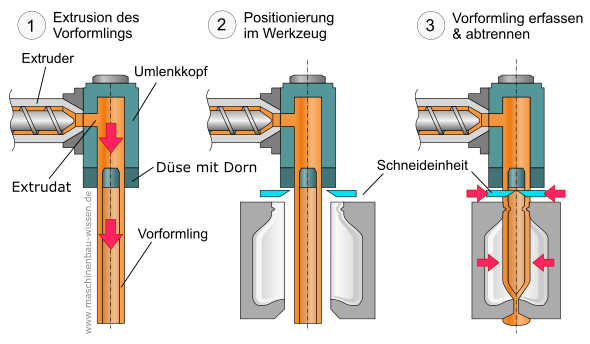
Verfahrensablauf beim Extrusionsblasformen
Heute werden Hohlkörper aus thermoplastischen Kunststoffen überwiegend im Extrusionsblasform-Verfahren hergestellt. Bei der Herstellung im Extrusionsblasform-Verfahren laufen zwei Prozesse parallel ab. Zum einen die kontinuierliche Vorformlingsextrusion (das sogenannte Urformen) und zum anderen die zyklische Übernahme des Vorformlings und dessen Formgebung mit Blasluft im Werkzeug (das Umformen).
Blasformen im Extrusionsblasform-Verfahren
Das Streckblasverfahren
Das Streckblasen stellt eine Sonderform des Blasformens dar. Das Verfahren nutzt, ähnlich wie bei Folien, den Effekt, dass beim Verstrecken nahe der Glas- bzw. Kristallschmelztemperatur hohe Orientierungen in das Material eingebracht werden können. Hierdurch lassen sich die Eigenschaften des Werkstoffs wesentlich verbessern.
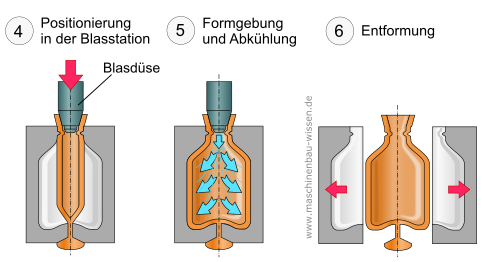
Voraussetzung für die Durchführung des Blasformens ist ein sogenannter Vorformling. Dieser wird ein einem vorhergehenden Verfahrensschritt durch konventionelles Spritzgießen oder Extrusionsblasformen hergestellt. Dieser Vorformling wird im ersten Arbeitsschritt des Blasformens zunächst aufgeheizt. Hierfür nutzt man Infrarotstrahlung. Sie lässt sich sehr gut automatisieren und bringt zudem die nötige Leistungsfähigkeit mit. Dadurch eignet sie sich sehr gut, um viel Wärmeenergie in das Halbzeug zu bringen.
Blasformen im Streckblasverfahren
Nach dem Erwärmen werden entweder die Heizer aus dem Werkzeug gefahren oder der Vorformling wird in das Werkzeug gefahren. Welche Alternative zum Einsatz kommt hängt von der Bauart der Maschine ab. Beim Schließen des Werkzeugs kommt es am Flaschenhals zu einer Längsverstreckung. Dadurch wird der Vorformling axial gehalten. Drüber hinaus entsteht so eine mediendichte Fixierung.
Anders als beim Extrusionsblasformen wird der Vorformling beim Streckblasen nicht nur in Umfangs- sondern zusätzlich auch in Längsrichtung verstreckt. Dies geschieht mechanisch mithilfe eines Stempels. Zeitgleich erfolgt die Umfangsstreckung durch Blasluft. Dieser Prozess läuft bei recht niedrigen Temperaturen ab, wodurch starke Verformkräfte nötig werden. Daher treten bei diesem Verfahren Blasdrücke von 20 bar und mehr auf. Der erzeugte Hohlkörper kühlt nach dem Aufblasen im Werkzeug ab. Erst wenn er genügend Formfestigkeit besitzt wird er ausgeworfen.