


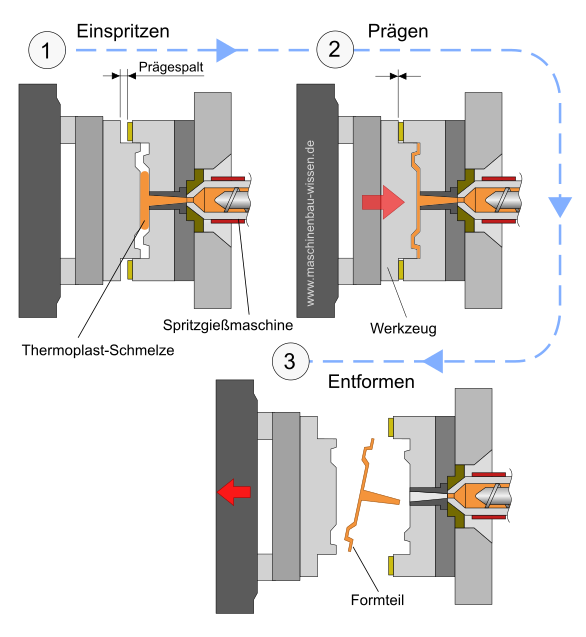
Beim Spritzprägen handelt es sich um eine Weiterentwicklung des Spritzgießens. Es dient vor allem der Herstellung hochpräziser oder aber sehr großer Bauteile aus Kunststoff. Bei diesem Verfahren spritzt man die Kunststoffschmelze als sogenannten Massekuchen in das nicht vollständig geschlossene Werkzeug. Dies geschieht bei nahezu druckloser Umgebung im Werkzeug. Das Werkzeug wird um den Kunststoff erst während der Erstarrungsphase geschlossen. Dabei bildet sich ein gleichmäßiger Schließdruck aus, der für die endgültige Ausformung des Formteils sorgt.
Spritzprägen ist für die Herstellung von Formteilen aus thermoplastischem Kunststoff mit verminderten Eigenspannungen geeignet. Die Nachdruckphase wir hierbei zum Teil oder ganz durch einen Prägevorgang ersetzt. Die Schwindung wird nun nicht mehr durch das Einpressen zusätzlicher Schmelze in das Werkzeug kompensiert. Stattdessen erfolgt ein werkzeugseitiger, meist großflächiger Verdrängungsvorgang. Das Spritzprägen ermöglicht daher die Möglichkeit, Kunststoff-Teile mit geringerer Eigenspannung herzustellen. Denn es müssen keine größeren Mengen Kunststoffschmelze in Fließrichtung verschoben werden.
Allgemeine Informationen zum Spritzpräge-Verfahren
Spritzpräge-Werkzeuge zeichnen sich durch ein variables Kavitätenvolumen aus. Die Schmelze wird zunächst in eine große Kavität gespritzt: Danach verkleinert man diese mechanisch. Der Schmelzekuchen wird dadurch über die gesamte Kavität verteilt und dabei platt gedrückt.
Prozess Spritzprägen im Spritzguss
Arten des Spritzprägens
Es kann eine Einteilung des Prägeverfahrens in drei Gruppen vorgenommen werden:
1. Das großflächige Prägen:
Die hierfür genutzten Werkzeuge sind mit Tauchkanten ausgestattet. Diese sind flächig in Entformungsrichtung ausgerichtet. Werkzeuge, die bereits teilweise geschlossen sind und deren Tauchkanten sich überdecken weisen bereits eine ausreichende Dichtigkeit auf. Somit kann es nicht mehr vorkommen, dass die Kunststoffschmelze über die Trennebene entweicht.
Einschränkungen & Grenzen des großflächigen Spritzprägens
Großflächiges Spritzprägen kann nur für Teile angewandt werden, die sich durch geringe Tiefe bzw. nur eine geringe Verwölbung auszeichnen. Nur die Wanddicke von Flächen, die senkrecht zur Werkzeugschließachse liegen, wird durch den Prägehub verändert. Das Kavitätenvolumen in diesen Flächen wird umso weniger verändert, je steiler die Wand des Formteils ist bzw. je mehr Sie parallel zur Schließachse liegt. Der notwendige Prägehub für den Formteilboden ist kleiner als für dessen schräge Wände, sodass die Volumenschwindung dort dennoch ausgeglichen werden kann.
2. Das partielle Prägen:
Hierfür verwendete Werkzeuge sind mit Standard-Trennebenen ausgerüstet. Diese sind optimal gegeneinander abtouchiert. Weiterhin sind die Werkzeuge mit beweglichen Verdrängerkernen ausgestattet. Diese komprimieren die Schmelze in der Kavität. Dabei arbeiten Sie als Nachdruckersatz oder als Ergänzung zum Nachdruck. Die Verdrängerkerne werden daher auch als Nachdruckbausteine bezeichnet. In wenigen Fällen sind diese nicht im Werkzeug eingebaut. Sie sind stattdessen zwischen Werkzeug und Düse positioniert.
Indem man die Verdrängerkerne vorfährt, lässt sich Nachdruck erzeugen. Die Dosierung kann daher mit der Nachdruckphase überlappend beginnen. Das kann vor allem für solche Teile nützlich sein, für die ein größeres Schmelzevolumen innerhalb einer kurzen Zeitspanne zugeführt werden muss. Durch den Einsatz von Prägestempeln lässt sich die Eigenspannung der Formteile verringern. Denn mit den Stempeln lässt sich lokal Nachdruck erzeugen. Das bedeutet, dass man somit gezielt auf Problemstellen einwirkt. (sogenannte angussferne Einfallstellen). Dadurch wird insgesamt nicht mit zu hohem Nachdruck gefahren.
3. Das passive Prägen:
Dieses Verfahren kommt bei Bauteilen zum Einsatz, die weitgehend eben und flächig aufgebaut sind. Hierfür können Standardwerkzeuge verwendet werden, deren Werkzeugatmung man bei kleineren Schließkräften ausnutzt.
Das passive Prägen kommt ohne spezielle Werkzeuge aus. Es handelt sich also um eine Variante, bei der ausschließlich verfahrenstechnische Änderungen vorgenommen werden. Man nutzt hierbei die Werkzeugatmung aus. Sie tritt auf, wenn der Einspritzdruck größer ist als die Zuhaltekraft der Spritzgießmaschine. Dann tritt eine geringfügige Öffnung des Werkzeugs auf. Wenn man nun den Spritz- bzw. Nachdruck aufrecht hält, bleibt die Werkzeugatmung so lange, bis der Kunststoff so weit erkaltet und schwindet, dass das Werkzeug wieder vollständig schließen kann.