


Blasfolie bezeichnet eine Folie aus einem thermoplastischen Kunststoff, die mithilfe einer speziellen Blasfolienanlage hergestellt werden. Es handelt sich bei diesem Verfahren um das älteste zur Anwendung kommende Verfahren im Bereich der Folienherstellung.
Die Funktionsweise der Blasfolienextrusion sieht so aus, dass während des Prozesses geschmolzener Kunststoff mithilfe von Luft aus einer ringförmigen Düse geblasen wird. Dabei entsteht ein 10 bis 20 Meter hoher Schmelzschlauch. Der bereits erstarrte Schlauch wird anschließend von einem Quetschwalzenpaar zusammengelegt. Hierbei entsteht ein sogenanntes Layflat, welches anschließend zu einem Wickler läuft, wo es meist auf Rollenkerne gewickelt wird.
Prinzipieller Aufbau einer Anlage zur Blasfolienextrusion
Als wichtigster Bestandteil einer Anlage zur Blasfolien-Extrusion kann der Extruder angesehen werden. Seine Aufgaben bestehen in der Förderung des Kunststoffgranulats bzw. der später stromabwärts entstehenden Kunststoffschmelze. Darüber hinaus schmilzt er den Kunststoff durch Reibung auf, homogenisiert diesen und baut den notwendigen Druck auf, um die Kunststoffschmelze durch den schmalen Werkzeugspalt drücken zu können.
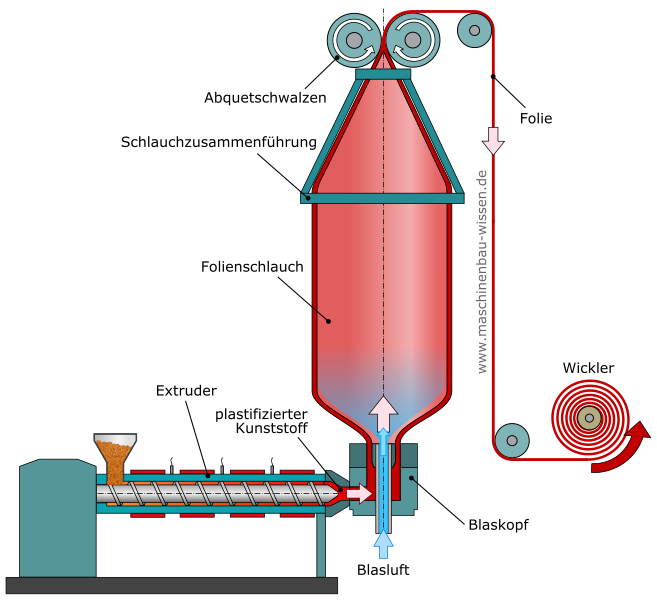
Schematischer Aufbau einer Anlage für die Blasfolienextrusion
Im Aufbau der Blasfolienanlage folgt nach dem Extruder die eigentlich Extrusion. Hierfür wird die Schmelze durch ein Werkzeug mit ringförmiger Düse gedrückt. Es entsteht ein Schmelzschlauch, der mit Luft aufgeblasen und zugleich durch kühle Luft von außen gekühlt wird. Auch eine Kühlung von innen kann zur Anwendung kommen. In dieser Phase des Prozesses werden die Breite und die Stärke der Folie festgelegt. Sie sind bedingt durch die Größe, auf die der Schlauch aufgeblasen wird. Ist der Schlauch aus Folie abgekühlt, wird er anschließend von Quetschwalzen flachgelegt und danach automatisch aufgewickelt. Momentan können in einem Blaskopf Folien mit bis zu 11 Schichten übereinander gelegt werden.
Einteilung von Blasfolien
Vollschlauch
Man bezeichnet flachgelegte oder auch entlüftete Blasfolie, die auf Kartonzylinderkerne mit 5 bis 10 cm Durchmesser gewickelt werden als Vollschlauch. Dessen Querschnitt hat die Form eines gequetschten "O". Aus einem solchen Vollschlauch stellt man nach der Blasfolienextrusion Säcke in genau seiner Breite und in variabler Länge her. Hierfür wird quer eine Schweißnaht gesetzt und der Schlauch dahinter abgetrennt.
Halbschlauch
Durch einen Längsschnitt trennt man einen Schlauch in zwei nebeneinander liegende Teile. Diese nennt man Halbschläuche, die jeweils den Querschnitt eines liegenden "U" aufweisen. Aus einem solchen Halbschlauch fertigt man zum Beispiel Tragetaschen mit einem durchgängig stabilen - da nahtlosen - Boden. Deren Tiefe beträgt die Hälfte der Breite des Halbschlauchs. Ihre Breite wird durch seitliche Schweißnähte bestimmt.
Einfachfolie
Schneidet man beide Falze eines Vollschlauchs ab, entstehen dabei zwei gleichbreite und gleichflache Folien. Diese lassen sich getrennt voneinander aufwickeln. Solch eine Flachfolie wird zum Beispiel zum Einpacken von Zeitschriften für den Einzelversand eingesetzt. Hierzu läuft die Folie auf einem Förderband. Das einzuschweißende Produkt wird dort Stück für Stück aufgelegt. Sodann schlägt man die Folienflanken nach oben und verschweißt diese überlappend zum Schlauch. Anschließend erfolgt eine Schweißtrennung in Querrichtung.
Folieneigenschaften bei der Blasfolien-Extrusion
Die Weiterreißfestigkeit von Blasfolie ist in beiden Richtungen, also längs und quer, recht ähnlich. Man unterscheidet einschichtige Folien, die als Mono-Blasfolien bezeichnet werden und mehrschichtigen Folien, die man Coextrusionsblasfolien nennt. Letztere bieten die Möglichkeit, positive Eigenschaften mehrerer Kunststoffe in einer Folie zu vereinen. Diese Art von Folien werden durch die sogenannten Coextrusion mit Hilfe spezieller Extrusionsmaschinen hergestellt. Die Funktionsweise der Blasfolien-Extrusion ist dabei ansonsten unverändert.
Ein Beispiel für die Anwendung der Coextrusionsblasfolien ist eine Wurstverpackung. Diese kann z.B. aus 5 Schichten bestehen:
- Ganz außen: Schicht zum Bedrucken, die meist aus PP oder PE besteht
- Zwischen Mitte und außen: Haftvermittlerschicht, etwa aus Ethylenvinylalkohol oder Ethylenvinylacetat
- Mittlere Schicht: Sperrschicht zur Erhaltung des Aromas, aus Polyamid
- Zwischen Mitte und innen: weitere Haftvermittlerschicht
- innere Schicht: Lebensmittelechte Schicht. Diese muss gute Siegeleigenschaften aufweisen, sodass sich die Folie mit dem Unterteil der Verpackung verschweißen lässt. Besteht meist aus PE.
Anwendungsgebiete der Blasfolienextrusion
Zum weitaus größten Teil bestehen Blasfolien aus Polyethylen. Man verwendet Sie nach der Extrusion zum Beispiel für Verpackungen in folgenden Bereich:
- Lebensmittel und Non-Food
- Pharmazie- und Medizinprodukte
- Tiernahrung und Hygieneprodukte
- als Frischhaltefolie
Weiterhin dienen Blasfolien als Agrarfolien zum Abdecken von Feldern oder zum Wickeln von Heu- und Strohballen. Sie werden zu Tragetaschen, Müllbeuteln, Schrumpfhauben sowie Gefrierbeuteln verarbeitet, dienen als Stretchfolien der Palettensicherung oder werden als Folienveredelung zum Beispiel als Kaschierfolien genutzt.